
OPTIMIZATION TOOLS
The Optimization Tools section of FactoryUniC offers a set of powerful, practical resources in PDF and PPT formats designed to help industrial teams eliminate waste and boost performance. Every document is built for practical use—straightforward, grounded in operational expertise, and ready to help your team streamline with confidence.
Lean Manufacturing
Concept, Principles and Benefits
LEAN MANUFACTURING | CONCEPT, PRINCIPLES & BENEFITS
Lean Manufacturing Concept
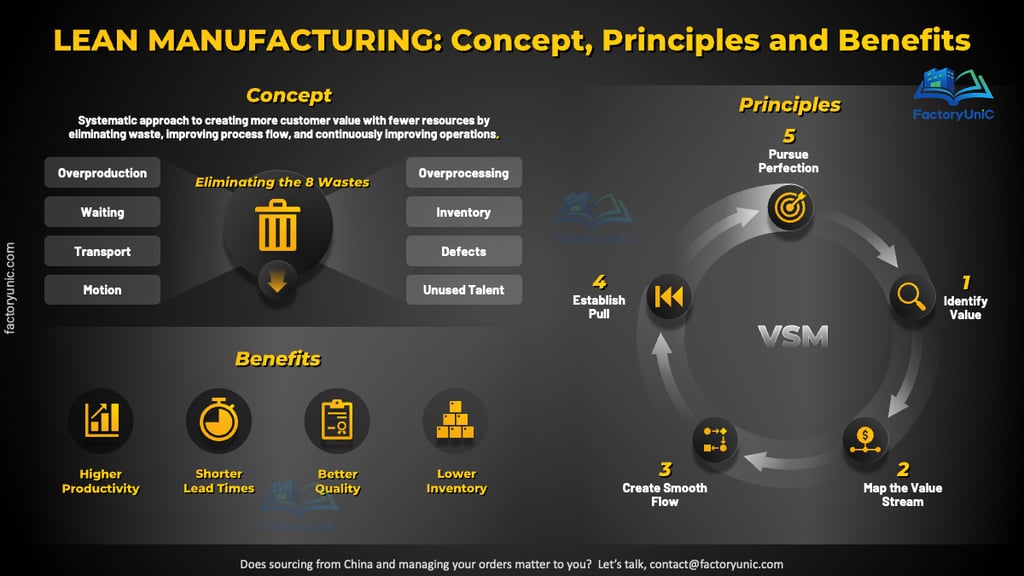
Lean Manufacturing is a production management philosophy focused on improving performance by reducing activities that do not add value to the product or to the customer and maximizing customer value. These non-value-adding activities are known as waste (or muda in the Toyota Production System). Waste can appear in many forms: overproduction, waiting, transportation, overprocessing, inventory, motion, defects and unused talent.
Objectives of Lean Manufacturing
The objective of a Lean manufacturing system is to deliver exactly what the customer needs, no more and no less, in the quantity requested and at the moment it is required. At the same time, Lean aims to achieve this with the minimum possible consumption of resources, such as materials, labor, energy, space, and capital, thereby reducing unnecessary costs within the production system.
In summary, Lean systems aim to balance three key performance dimensions:
Quality: Deliver products that fully meet customer specifications.
Cost efficiency: Use the minimum necessary resources to produce the product.
Speed (Lead Time): Deliver products to the customer as quickly as possible.
By aligning these three elements, Lean Manufacturing enables companies to create maximum value for the customer while operating with high efficiency and flexibility.
Core Principles of Lean Manufacturing
The Lean Manufacturing methodology is based on five fundamental principles that guide its implementation and operation, ensuring its effectiveness in order to reduce waste and increase value for customers. These principles are presented below, together with the sequence in which they should be considered.
Principle 1: Identify Value from the Customer’s Perspective for each Product (Value).
The first step is to identify what the customer truly values and is willing to pay for.
To identify true value, manufacturers must ask some questions such as:
What do customers truly want (willing to pay for)?
What problem are we solving for them?
Which features, services, or outcomes (quality, packaging, delivery time, …) do they genuinely consider valuable?
What do they dislike about the current product or service?
Practical ways to answer these questions include:
Direct customer feedback, One-to-one interviews, and Customer surveys,
Social media listening and Product reviews and ratings,
In-depth market research and Analysis of sales trends,
Returns, Warranty data analysis and Customer Complain analysis.
The objective is to clearly understand the customer’s needs, expectations, and critical requirements, and then design products and processes that focus resources on value-added activities, while avoiding time, cost, and effort spent on unwanted features or non-value-added work
Anything that does not contribute to this customer-defined value is considered waste and should be challenged or eliminated
To pay attention: Value must always be defined from the customer’s perspective, not from the internal view of the company.
Example: A company adds extra polishing to a metal cover because it looks better. However, the customer only requires functional protection and dimensional accuracy. The extra polishing adds time and cost but no customer value. This is waste....
Please, register and download the attached PDF and PPT to access the complete content.
📫 If you're looking for Chinese manufacturers of high-tech products or you have any questions about this topic, please don’t hesitate to contact us at contact@factoryunic.com. We’ll be happy to assist you.


Lean Manufacturing
The 8 Wastes
LEAN MANUFACTURING | THE 8 WASTES
In Lean Manufacturing, the concept of waste, known as “muda” in Japanese, is central to improving efficiency and competitiveness. Waste refers to any activity that consumes resources but does not add value from the customer’s point of view. Identifying and eliminating waste is essential to reduce costs, shorten lead times, improve quality, and increase overall productivity.
Lean Manufacturing identifies 8 types of waste, each of which negatively impacts performance if not properly managed. Understanding these wastes is the first step toward building more efficient and stable processes.
The 8 Wastes of Lean Manufacturing
1. Overproduction.
Definition: Overproduction occurs when products are made earlier, faster, or in greater quantities than required by customer demand. It is considered the most critical waste because it generates many other wastes, such as excess inventory, additional handling, risk of products becoming obsolete, and hidden quality problems.
Example: Manufacturing 100 units when the customer order is only 60.
2. Waiting.
Definition: Waiting refers to “idle time” when approvals, information, people, machines, or materials are not moving or being processed. Waiting increases lead time and reduces overall productivity.
Example: Operators waiting for parts from the warehouse.
3. Excess Inventory.
Definition: Excess inventory includes raw materials, work-in-progress (WIP), and finished goods that are not immediately needed. While some inventory is necessary, excess inventory ties up capital, requires space, increases handling costs, and often hides process inefficiencies and quality issues.
Example: Holding excess spare parts that are rarely used.
4. Defects, Errors and Rework.
Definition: Defects are products or components that do not meet specifications, necessitating rework or scrapping. This waste is particularly costly because it consumes additional materials, labor, and time, and can directly impact customer satisfaction and brand reputation.
Example: Replacing damaged parts caused during assembly.
5. Unnecessary Transportation.
Definition: This waste involves excessive or unnecessary movement of materials, parts, or finished goods between locations and processes. Transportation does not add value and increases the risk of damage, loss, or quality problems, while also consuming time and energy.
Example: Components are moved from the warehouse to a temporary storage area, then to a kitting station, and finally to the assembly line, creating multiple non-value-added material movements.
6. Overprocessing.
Definition: Overprocessing occurs when more work is done than the customer requires or performing redundant opeations or more materials are used than necessary. It increases costs without improving customer value.
Example: Polishing a surface beyond the required finish specification.
7. Unnecessary Movement.
Definition: Unnecessary movement refers to excess physical motion by operators, such as walking long distances, searching for tools, or repetitive awkward motions. This waste reduces productivity, increases fatigue, and raises the risk of ergonomic injuries.
Example: Walking long distances to collect tools.
8. Unused Talent.
Definition: Unused talent is the failure to fully utilize employees’ skills, knowledge, and ideas. When people are not involved in problem-solving or continuous improvement, organizations miss valuable opportunities for innovation, engagement, and long-term improvement.
Example: Experienced shopfloor staff are excluded from process design meetings, even though they know the daily operational problems better than anyone.
Seeing Waste Through Value Stream Mapping
A powerful Lean tool to identify these wastes is Value Stream Mapping (VSM). VSM visually represents the flow of materials and information across a process, making waste visible and measurable. By analyzing each step, organizations can systematically eliminate non-value-added activities and design more efficient future-state processes.
#LeanManufacturing #OperationalExcellence #8Wastes #ValueStreamMapping #ManufacturingEfficiency
📫 If you're looking for Chinese manufacturers of high-tech products or you have any questions about this topic, please don’t hesitate to contact us at contact@factoryunic.com. We’ll be happy to assist you.
Lean manufacturing
Waste of the Motion
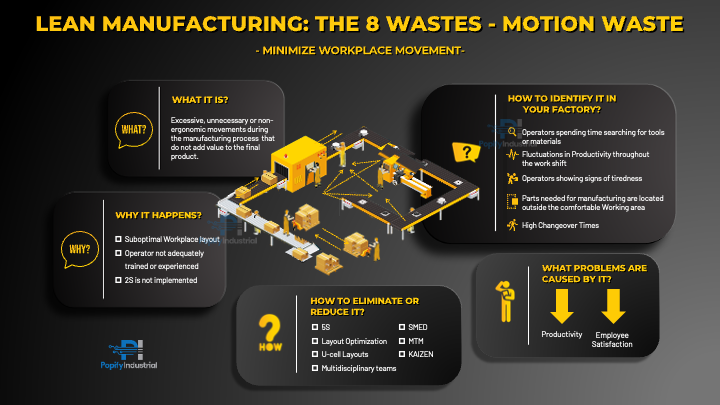
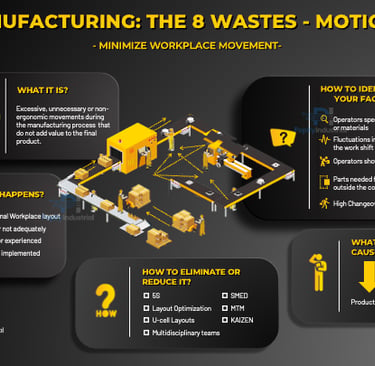
LEAN MANUFACTURING – WASTE 1 | Motion
What is it?
It refers to unnecessary or excessive or non-ergonomical physical movements during the manufacturing process by worker that do not add value to the final product.
Why does it happen?
Poor ergonomic workplace layout design and inefficient workspace organization.
Operators may not be adequately trained or experienced.
Absence of 2S (Set in order).
How to identify it? ...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Overproduction
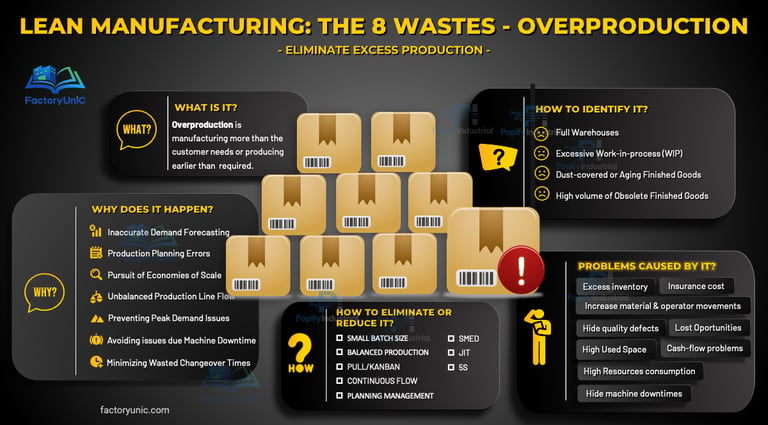
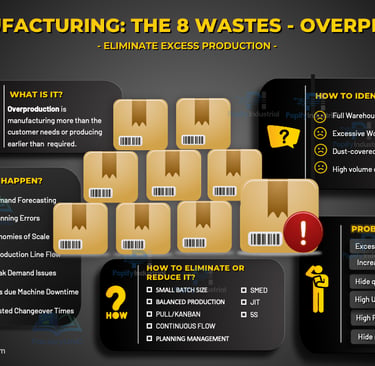
LEAN MANUFACTURING - WASTE 2 | Overproduction
What is it?
Overproduction is the act of producing more than is required, or producing earlier than it is needed. It is often considered the most detrimental of the Lean Manufacturing wastes because it can hide other wastes, such as defects, excess inventory, and unnecessary processing. Understanding and eliminating overproduction is key to optimizing operations and achieving lean excellence.
How to identify it?
Recognizing the signs of overproduction is the first step towards eliminating it:
Overstocked storage areas, ...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Waitings


LEAN MANUFACTURING - WASTE 3 | Waitings
What is it?
The waste of waiting occurs when workers, machines, or products are left idle while waiting for materials, information, or the completion of another process.
Possible Causes?
Process and Equipment issues:
Equipment Setup and Adjust Times.
Equipment Failures and Repairs
Maintenance Activities: Scheduled and unscheduled maintenance stoppages, ...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Overprocessing


LEAN MANUFACTURING - WASTE 4 | Overprocessing
What is it?
Overprocessing is performing more work on a product or service than what is required by the customer. Below are some examples:
❌ Applying extra layers of paint or high polishing of hidden parts.
❌ Check the dimensions of a part that are already ensured by machine.
❌ Using more packaging materials than necessary.
❌ Machining parts to strict tolerances where standard precision would suffice.
❌ Re-entering the same data in different systems.
“If the customer doesn’t notice it—or won’t pay for it—then you’re doing too much.”
...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Excess of Transportation


LEAN MANUFACTURING - WASTE 5 | Excess of Transportation
What is it?
Excessive internal transportation refers to the unnecessary or inefficient movement of materials, semi-processed products and products within the manufacturing facility. This waste is closely linked to the ”motion" waste but transport is referred to the movement of materials and products while the motion refers to the movement of the people inside a working area.
Why does it happen?
Poorly designed facility layouts or obsolet layouts often require materials and products to travel longer distances than necessary.
Lack off/unclear standardized work processes can lead to inconsistent and inefficient material handling practices.
...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Quality Defects and Reworks


LEAN MANUFACTURING - WASTE 6 | Quality Defects and Reworks
What is it?
It refers to anything that falls below the expected quality standards – from raw materials and work-in-progress to finished goods and even data inaccuracies. Examples:
❌ A part that doesn’t fit because it was cut too short
❌ A label printed with the wrong date
❌ A machine that makes 1 out of 10 parts with a crack
How to Identify it?
👉 Quality Statistics: High defect rates or rework percentages.
👉 Frequent Production Stops: Interruptions in the flow due to quality issues.
...
Please download the attached PDF or PPT to access the complete content.
Lean manufacturing
Waste of the Unused Talent

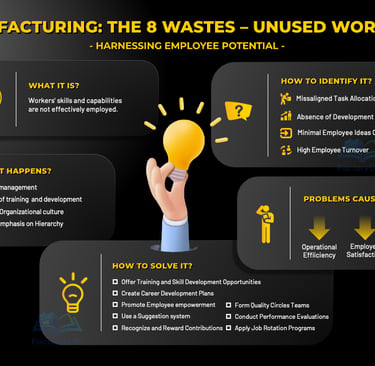
LEAN MANUFACTURING - WASTE 8 | Unused Talent
What is it?
It refers to underutilized talent waste occurs when workers' skills, knowledge, and creativity are not effectively employed.
How to Identify It?
👉 Employees are assigned tasks that don't match their skill levels or expertise.
👉 Lack of training and career development opportunities for employees.
👉 Few or no mechanisms for workers to share ideas or contribute to process improvements.
👉 High Employee Turnover.
Please download the attached PDF or PPT to access the complete content.
5S methodology
5S (A small book about 5S, 8 slides)
5S METHODOLOGY
What is it?
The 5S methodology is a powerful tool that should be implemented as THE FIST STEP in any factory seeking to improve its manufacturing process.
The 5S methodology consists of five steps, each represented by a Japanese word starting with the letter "S":
Step 1: Seiri (Sort): Separate or eliminate unnecessary items from the workplace.
Step 2: Seiton (Set in Order): Organize the workplace efficiently.
Step 3: Seiso (Shine): Improve the level of cleanliness in the workplace.
Step 4: Seiketsu (Standardize): Establish standardized practices to maintain the first three S’s.
Step 5: Shitsuke (Sustain): Create a habit, a culture of discipline and...
Please download the attached PDF or PPT to access the complete content.
5S Methodology
5S+SAFETY Evaluation Questionnari (Excel file)
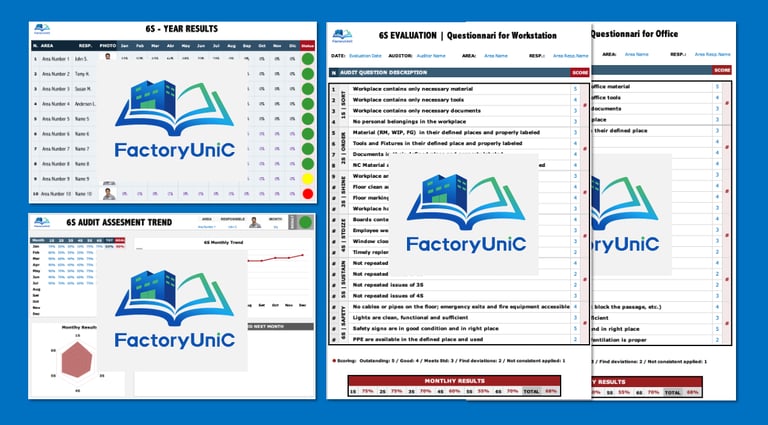
5S+SAFETY | EVALUATION QUESTIONNARI
This document presents a complete 6S (5S+Safety) audit management dashboard used to monitor workplace organization, cleanliness, and safety performance across different areas of a company. It includes four main sections:
6S Year Results: A table that tracks the monthly 6S performance of each area and responsible person throughout the year, using color indicators (green, yellow, red) to quickly visualize compliance status.
6S Audit Assessment Trend: A monthly performance summary showing the evolution of the 6S score compared to the target, including charts that help identify improvement or deterioration trends.
6S Evaluation - Workstation & Office Questionnaires: Standardized audit checklists used by auditors to evaluate compliance with the 6S principles (Sort, Set in Order, Shine, Standardize, Sustain, Safety). Each question is scored to assess the level of implementation.
Please download the attached EXCEL file to access to it.
Lean Manufacturing Tools
Bottleneck Analysis
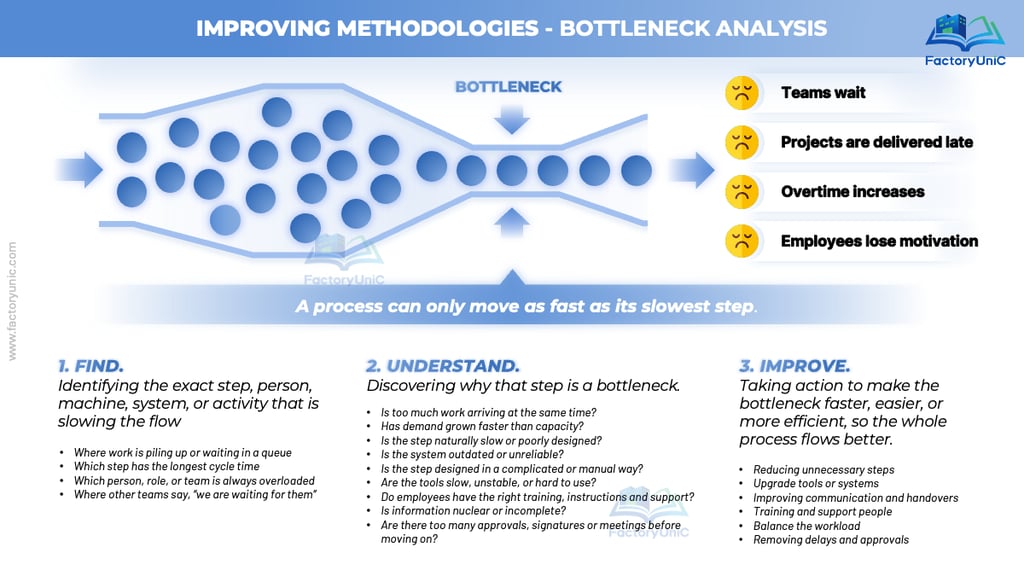
LEAN MANUFACTURING | TOOLS: BOTTLENECK ANALYSIS
1. Why Bottleneck Management Is Critical in Any Company
Every company, regardless of its industry, wants to deliver faster, reduce costs, improve quality, and create a less stressful working environment. Many improvement initiatives fail because they try to improve many areas at the same time instead of focusing on what really limits performance.
In reality, every process is limited by one main constraint at a given moment. This constraint is called the bottleneck. If the bottleneck is not improved, all other improvements will have little or no impact on overall results.
The Bottleneck Analysis provides a clear, logical, and practical way to improve processes by concentrating effort where it creates the greatest effect. It is one of the most powerful tools used in Lean Manufacturing and continuous improvement programs.
2. What Is the Bottleneck Methodology?
Bottleneck methodology is a structured approach used to find the part of a process that slows everything down, understand why it happens, and improve it so the whole system works faster and more smoothly.
The methodology is based on three simple but powerful actions: FIND → UNDERSTAND → IMPROVE
This principle applies not only to production lines, but also to office and service processes such as:
Sales and quotation processes
Purchasing and supplier management
Logistics and warehousing
Finance and invoicing
Human Resources recruitment
IT support and ticket handling
Engineering and project management
Key rule: A process can only move as fast as its slowest step.
3. What “FIND” really means
Find means identifying the exact step, person or role, machine, workstation, software system, or activity that is slowing the flow. We look for:
❓Where work is piling up or waiting in a queue
❓Which step has the longest cycle time
❓Which person, role, or team is always overloaded
❓Where other teams say, “we are waiting for them
Typical tools to identify the Bottleneck:
👉🏼 Gemba walk: go to the workplace and observe the flow.
👉🏼 Process mapping: draw the full process step by step
👉🏼 Lead time analysis: compare working time vs. waiting time
👉🏼 Visual management boards: Kanban or task boards
🎯 Goal: Identify where the problem is.
4. What “UNDERSTAND” really means
Understand means discovering why that step is a bottleneck. This includes asking questions like:
❓Is too much work arriving at the same time?
❓Is the step naturally slow?
❓Are the tools slow, unstable, or hard to use?
❓Do employees have the right training, instructions and support?
❓Do we constantly need clarifications?
❓Are there too many approvals, signatures or meetings before moving on?
❓Has demand increased without increasing capacity?
❓Is the task poorly designed or unnecessarily complex?
❓Is the process manual when it could be simplified?
❓Is the equipment or software outdated or unstable?
❓Are instructions unclear or incomplete?
❓Are there too many approvals or handovers?
❓Do people lack training, tools, or authority?
At this stage we separate symptoms from causes. For example, “people are stressed” is a symptom; “we doubled demand but did not change the process” is a cause.
🎯 Goal: Clearly Understand why the bottleneck happens so we attack the real root cause, not just the visible symptoms.
5. What “IMPROVE” really means
Improve means taking action to make the bottleneck faster, easier, or more efficient, so the whole process flows better. Typical improvements include:
✅ Reducing unnecessary steps or controls
✅ Upgrade or stabilize tolos, machines or software systems
✅ Simplify information, forms, or data entry
✅ Training and support people
✅ Standardize work methods
✅ Distributing work more evenly (balance the workload)
✅ Removing delays and approvals
🎯 Goal: Make the bottleneck better so the whole process speeds up.
📫 If you're looking for Chinese manufacturers of high-tech products or you have any questions about this topic, please don’t hesitate to contact us at contact@factoryunic.com. We’ll be happy to assist you.
Visual Factory
Andon System
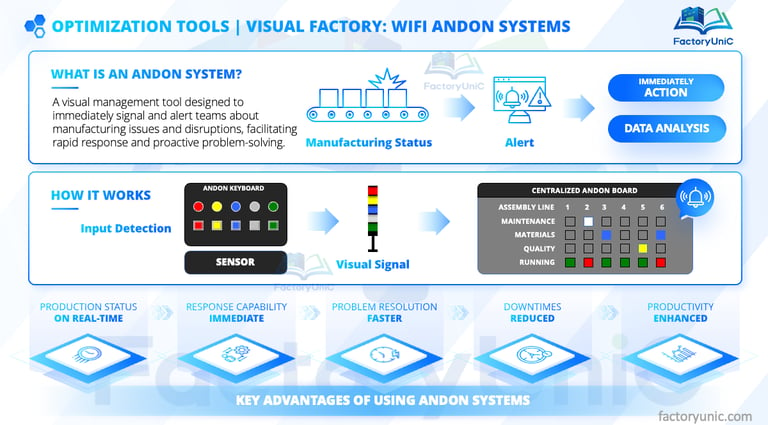
OPTIMIZATION TOOLS | VISUAL FACTORY: ANDON SYSTEMS
What is an Andon System?
Andon (a Japanese word meaning "lamp") is a simple but powerful visual management tool (device) widely utilized in factories. It helps workers and supervisors know immediately when something goes wrong in production—like a machine stopping, materials shortages, or a quality problem. It uses lights, sounds, and even phone alerts to communicate these issues clearly and quickly. 🌟
How the Andon System Works?
1.- Detection & Activation.
Each production line or workstation has a small box with buttons (called an Andon box) or sensors...
Please download the attached PDF or PPT to access the complete content.
Visual Factory
Floor Marking
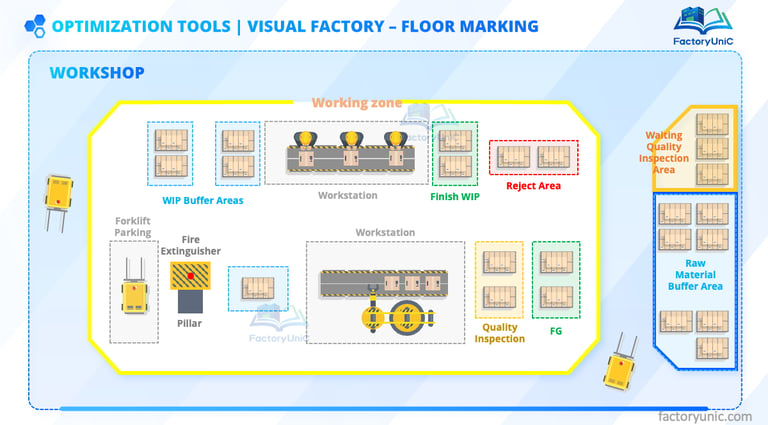
VISUAL FACTORY: FLOOR MARKING: COLOUR AND LINE WIDTH GUIDELINES✨
What Is Floor Marking in a Visual Factory?
Floor marking is a visual management technique used to organize space and improve safety, efficiency, and communication on the shop floor. Colored lines, zones, and labels guide the movement of people, materials, and equipment—making everything visible and easy to understand at a glance.
This document provides a practical guide for applying floor markings using colours and line widths.
Advantages of Floor Marking Systems
1. Enhanced Workplace Safety
Visually distinguishes hazardous zones and defines access to emergency....
Please download the attached PDF or PPT to access the complete content.
Quality Methodology
Poka-Yoke
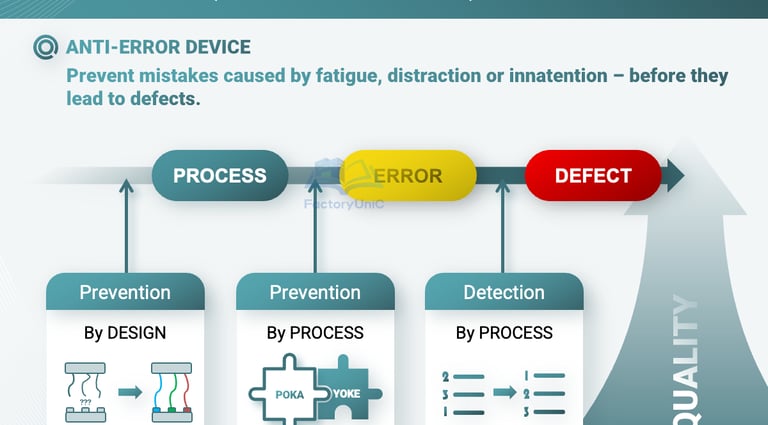
POKA-YOKE: A SMART AND SIMPLE WAY TO PREVENT MISTAKES
What is Poka-Yoke?
It is a device or method that eliminates any possibility that the operator can make mistakes, due to fatigue or distraction, which implies defective products. Its key role is to ensure 100% verification before the process continues.
These mistakes can be, among others:
Product with Missing Part.
Product with Wrong Part Assembled.
Manufacturing Process Steps missed or incorrectly done.
Wrong Setup of Machines or Equipment.
Please download the attached PDF or PPT to access the complete content.
Optimization Tools
Employee Suggestion System
SUGESTION SYSTEM | A KEY TOOL FOR CONTINUOUS IMPROVEMENT
Introduction
In modern industrial organizations, continuous improvement cannot rely solely on management or technical departments. Experience shows that many of the best ideas to improve processes come from the people who work directly with them every day.
What is a Suggestion System
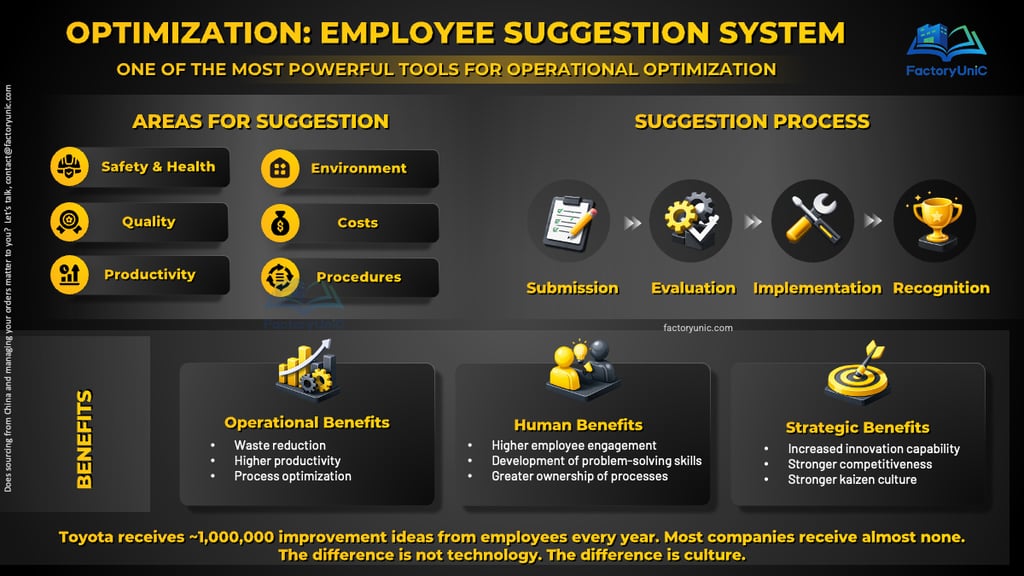
A Suggestion System is a structured process through which employees can submit ideas aimed at improving the organization’s operations. These suggestions may relate to any aspect of the company’s activities, such as:
Safety and Health: elimination of workplace hazards, improvement of machine protection systems, ergonomic improvements at workstations, better safety signage and procedures, …
Quality: defect prevention, improvement of inspection processes, simplification of quality controls, reduction of rework and non-conformities, …
Productivity: reduction of idle time, improvement of production layout, optimization of movements and internal logistics, simplification of operations, …
Costs: material savings, reduction of energy consumption, optimization of packaging, better utilization of resources, …
Environment: reduction of waste, recycling of materials, efficient use of natural resources, reduction of environmental impact, …
Procedures: simplification of internal procedures, improvement of work instructions, elimination of unnecessary process steps, better standardization of operations, …
How a Suggestion System Works
An effective suggestion system usually follows several structured stages.
Submission of the Suggestion. The employee registers their improvement proposal through a defined company channel, such as: digital form, internal platform or physical suggestion box. The suggestion should include at least: description of the problem or current situation, proposed improvement and expected benefits.
Evaluation. The suggestion is reviewed by a responsible manager or a continuous improvement committee considering factors such as: technical feasibility, impact on safety and health, implementation cost and potential operational benefits.
Implementation. If the proposal is approved: a responsible person is assigned, implementation actions are planned, the improvement is executed and the results are validated.
Recognition. Recognizing employee contributions is essential to maintain active participation in the system. Companies may reward implemented ideas through: financial incentives, internal recognition, point or reward systems or certificates or awards. Recognition strengthens motivation and reinforces a culture of participation and continuous improvement.
Key Success Factors
From industrial management experience, many suggestion systems fail when they become simple suggestion boxes without follow-up or implementation. Critical success factors include:
Quick Feedback. Employees should receive timely feedback regarding their suggestions.
Visible Implementation. Implemented improvements should be clearly communicated across the organization.
Recognition. Employees must feel that their contributions are valued.
Simplicity. The submission process should be easy and accessible.
Management Support. Leadership must actively promote participation and support the implementation of improvements.
Benefits of a Suggestion System
A well-managed suggestion system generates significant benefits for the company.
Operational Benefits: reduction of waste, improved productivity, optimized processes.
Human Benefits: higher employee engagement, development of problem-solving skills.
Strategic Benefits: increased innovation capability, improved competitiveness, reinforcement of Lean and continuous improvement culture
Many leading industrial organizations have demonstrated that thousands of small improvements accumulated over time can produce extraordinary results in operational performance.
Conclusion
A Suggestion System is a strategic tool that transforms employees’ practical knowledge into real improvements for the organization.
In industrial environments, where processes are complex and constantly evolving, the active participation of employees is one of the most powerful drivers of continuous improvement.
📫 If you're looking for Chinese manufacturers of high-tech products or you have any questions about this topic, please don’t hesitate to contact us at contact@factoryunic.com. We’ll be happy to assist you.


Optimization
Standardization
STANDARDIZATION BEFORE KAIZEN
In many factories, improvement initiatives start with energy and ambition. Teams launch projects to reduce defects, shorten lead times, or increase productivity. For a few weeks, or sometimes months, results seem promising. And then, slowly, everything returns to the previous state. The same defects reappear. The same delays come back. The same inefficiencies remain. This pattern is not a coincidence. It is a structural problem.
At the heart of it lies a simple truth often overlooked in industry: Without standardization, there can be no sustainable improvement.
Walk through a typical production line and observe closely. You may notice that:
Operators perform the same task in slightly different ways
Tools are used inconsistently
Work sequences vary from one shift to another
At first glance, these differences seem minor. But in reality, they create process variation, which is the enemy of performance.
When there is no standard:
Quality becomes unpredictable
Training becomes slow and unreliable
Problems are difficult to identify
Improvements cannot be measured
In short, without a stable baseline, there is nothing to improve.
What Standardization Really Means
Standardization is often misunderstood as bureaucracy or rigid control. In reality, it is much simpler and more practical: Standardization means defining and consistently applying the best known way to perform a task. It is not about limiting people. It is about creating clarity and stability.
A good standard:
Is clear.
Is easy to follow.
Reflects the real work done on the shop floor
Is created with operator involvement
Most importantly, a standard is not permanent. It represents the best method known today, not forever.
Kaizen: Improvement Built on Stability
Kaizen, the philosophy of continuous improvement, depends entirely on this stability. If every operator performs a task differently, how can you improve it? If results vary every day, how can you measure progress? This is why Taiichi Ohno, one of the architects of the Toyota Production System, stated: “Where there is no standard, there can be no Kaizen.”
Standardization provides the baseline. Kaizen builds on it. Together, they form a simple but powerful cycle:
Define the best method
Apply it consistently
Identify problems or wast
Improve the method
Update the standard
And repeat.
Beyond Efficiency: The Real Benefits
When standardization and Kaizen are applied correctly, the impact goes far beyond productivity. They create:
Safer workplaces, by reducing variability and risk
Higher quality, through consistent execution
Faster training, thanks to clear instructions
Lower costs, by eliminating waste
Stronger teams, engaged in continuous improvement
Most importantly, they create a culture where problems are visible—and solvable.
A Simple but Powerful Principle
In the end, the relationship between standardization and Kaizen can be summarized in one simple idea: Standardize first. Improve second. Sustain forever.
It may sound basic, but it is one of the most powerful principles in industrial operations. Companies that truly understand this do not chase improvement. They build systems that make improvement inevitable. improvement.
📫 If you're looking for Chinese manufacturers of high-tech products or you have any questions about this topic, please don’t hesitate to contact us at contact@factoryunic.com. We’ll be happy to assist you.